Нейлон для 3D печати: невероятно прочные и долговечные объекты печати
Нейлон – это материал, из которого печатаются невероятно прочные детали. Тем не менее, он может быть сложен в использовании! Узнайте о нем больше, прочитав эту статью.
Наиболее распространенный тип нитей для 3D печати, PLA, достаточно прочен при статических нагрузках, но является хрупким и теряет большую часть своей прочности при воздействии температур близких к 60°C. ABS, второй по распространенности тип филамента, гораздо более долговечен, но всё же не может, как правило, заменять литые детали или использоваться для сложных функциональных деталей.
Что приводит нас к нейлону.
Нейлон – это материал с хорошими характеристиками, который можно использовать для печати невероятно прочных деталей, достаточно прочных, чтобы их можно было использовать в качестве компонентов в коммерческих продуктах. Нейлон гибок, когда он тонкий, но его высокая межслойная адгезия делает детали, напечатанные нейлоном, значительно прочнее, чем при любом другом обычном материале для 3D печати. Кроме того, нейлон имеет низкий коэффициент трения, что делает хорошим выбором для зубчатых передач, шкивов, резьбы и других механических деталей.
Недостатком является то, что печатать нейлоном немного сложнее, чем PLA или ABS.
Типы нейлонового филамента
Существует несколько составов нейлоновой нити для 3D печати, которые имеют несколько разные характеристики, области применения и настройки принтера. Все типы нейлоновых филаментов обладают большой механической прочностью, гибкостью и эстетичностью.

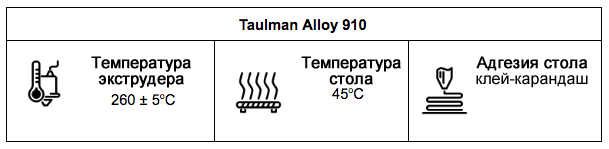
Taulman Alloy 910
Alloy 910 – это формула нейлона, разработанная Taulman3D, лидером на рынке нейлоновых нитей для 3D печати. Alloy 910 разработан для 3D печати чрезвычайно прочных объектов без каких-либо наполнителей.
Некоторые составы нейлоновых нитей (и других типов филамента) для увеличения прочности включают в себя наполнители, такие как стекло или углеродное волокно. Однако эти наполнители ухудшают качество поверхности деталей и требуют больших размеров сопел, чтобы избежать засорения.
Taulman разработал Alloy 910 специально для 3D печати. Он печатается плавно с минимальной усадкой, что сводит к минимуму угрозу деформации. Alloy 910 требует использования профессионального принтера, так как для печати требуется высокая температура, около 260°C.
Alloy 910 доступен только в двух цветах: черный и белый. Тем не менее, белый нейлон может быть окрашен с помощью стандартного тканевого красителя, что более подробно обсуждается ниже.
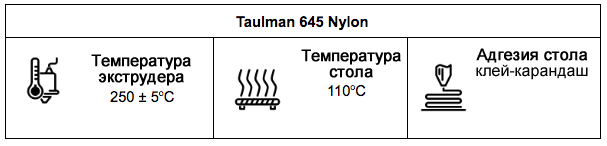
Taulman 645 Nylon
Другой нейлоновый состав от Taulman3D, нейлон 645 Nylon, разработан для обеспечения максимальной механической прочности любых других смесей. Он предназначен для печати деталей и прототипов промышленного качества, которые будут испытываться в сложных реальных условиях.
Как и другие типы нейлона, этот материал печатается при высокой температуре, 245°C, поэтому для него требуется 3D принтер, оснащенный цельнометаллическим хотэндом. Кроме того, нейлон 645 может вызывать сложности, когда дело доходит до хорошей адгезии со столом. Для печати из нейлона 645 Nylon хорошо подходят синий малярный скотч или специальные плоские материалы.
Как и Alloy 910, нейлон Taulman 645 Nylon доступен в двух цветах: черный и белый.
Taulman Bridge
Нейлон Taulman Bridge назван согласно задачи Taulman3D, заключающейся в преодолении разрыва в использовании между нейлоном 645 Nylon и более распространенными пластиками для 3D печати, такими как ABS и PLA. Этот материал был разработан с пятью приоритетами:
- поддержка высокой прочности;
- улучшение адгезии со столом;
- цена на этот материал должна быть более близка к ценам на распространенные материалы;
- прозрачность для неразрушающего контроля;
- уменьшенная усадка.
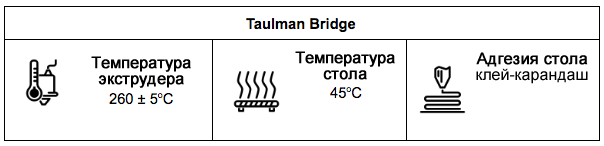
У Taulman есть страница, подробно обсуждающая разработку материала; нейлон Bridge стал проще в использовании, но при этом немного пострадала прочность материала. Данный материал не такой прочный, как нейлон 645 Nylon , но он всё же прочнее, чем ABS, и он вызывает намного меньше проблем с адгезией со столом.
Нейлон – это «скользкий» материал, то есть он имеет низкий коэффициент трения. Это делает его подходящим выбором для механических узлов, но ему трудно удерживаться на печатном столе. Нейлон Bridge не обладает таким низким трением, как другие нейлоновые составы, поэтому он лучше прилипает к столу 3D принтера. Это, в сочетании с меньшей усадкой, чем у других нейлонов, облегчает печать с помощью нейлона Bridge.
Тем не менее, нейлон Bridge по-прежнему печатается при высокой температуре, 250°C. Поэтому ему требуется профессиональный 3D принтер с подогревом стола для оптимальной адгезии к столу и уменьшения деформации.
Taulman Nylon 230
Все перечисленные выше составы филаментов из нейлона требуют высоких температур печати, достижимых только на 3D принтере, оснащенном цельнометаллическим хотэндом. Поэтому все они требуют, чтобы вы использовали профессиональный принтер высокого класса.
Нейлон Nylon 230, наоборот, специально разработан, чтобы стать более доступным типом нейлона, которым можно печатать с помощью любого 3D принтера. Материал назван в честь целевой температуры печати, 230°C.
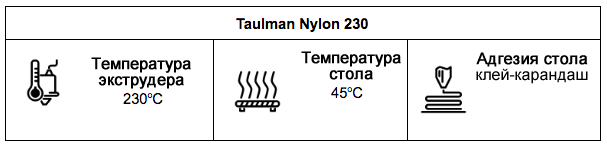
Кроме того, Nylon 230 не требует подогрева стола – его можно печатать на обычном столе с использованием таких материалов, как малярный скотч Scotch Blue или BuildTak. При желании можно использовать подогреваемый стол со стеклянной или алюминиевой поверхностью, покрытой клеем ПВА.
Nylon 230 не так прочен, как другие типы филаментов Taulman3D, но всё же еще очень прочен и является отличной альтернативой PLA или ABS.
Хранение и сушка нейлоновых филаментов
Одна из основных проблем использования нейлоновых филаментов заключается в том, что нейлон обладает высокой склонностью поглощать воду из окружающего воздуха. Использование нити, которая впитала слишком много воды, может абсолютно испортить качество поверхности ваших деталей.
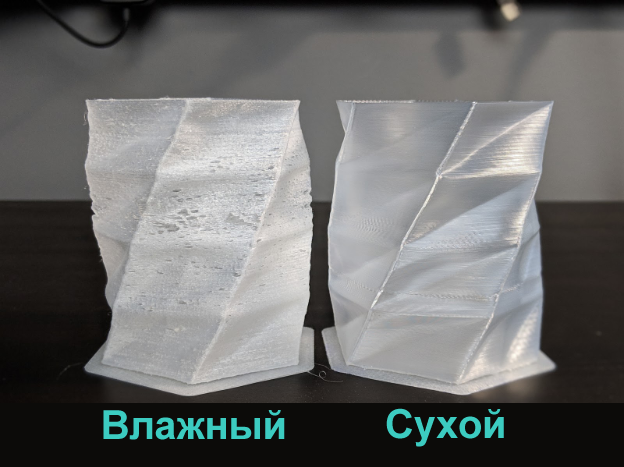
Учитывая высокие температуры, при которых печатается нейлон, вода, содержащаяся в пластике, вытесняясь из него, будет бурно испаряться и вытекать из сопла вашего 3D принтера, что приведет к пузырькам и другим дефектам на печатаемом объекте. Помимо ухудшения внешнего вида напечатанных деталей, дефекты материала могут сделать детали намного менее прочными. Сухой нейлон, наоборот, печатается с гладкой, глянцевой, полупрозрачной поверхностью.
На самом деле вы можете услышать, если ваш нейлон слишком влажный для использования. Если вы внимательно прислушаетесь, не обращая внимания на шум вентиляторов 3D принтера и шаговых двигателей, то заметите потрескивающий, лопающийся шум. Это звук воды внутри нейлона, испаряющейся при экструзии материала.
Поэтому крайне важно, чтобы нейлоновый филамент хранился надлежащим образом. Катушки или незакрепленные витки нейлоновой нити следует хранить в среде с низкой влажностью. Существует много различных вариантов хранения, но одним из самых простых является вакуумная герметизация катушек с филаментом и щедрая порция пакетов с силикогелем. Запечатывание катушек с нитью может быть выполнено с помощью вакуумных запечатывающих устройств, обычно используемых для хранения продуктов.

Нейлоновый филамент настолько гигроскопичен, что этот материал может стать непригодным для печати в течение шести часов пребывания на воздухе. Следовательно, этот филамент обычно необходимо высушивать между печатями. Чтобы высушить нейлоновый филамент, поместите его в духовку при температуре 82°C (170°F) на шесть часов. После высыхания нить следует использовать немедленно или загерметизировать в вакууме настолько быстро, насколько позволяет температура катушки.

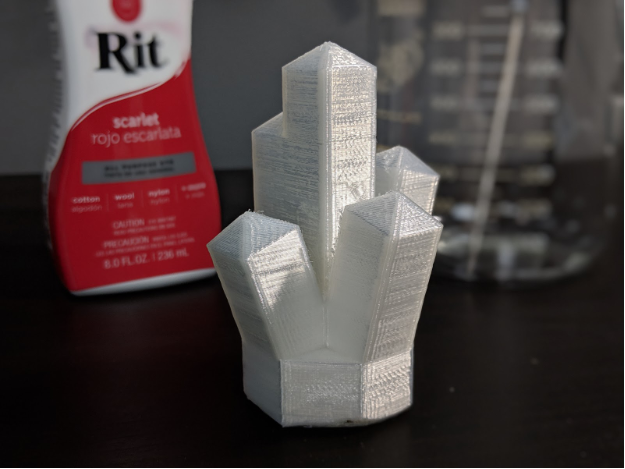
Покраска нейлоновых деталей
Нейлоновый филамент, по сравнению с другими распространенными материалами для 3D печати, такими как PLA или ABS, доступен в очень ограниченно диапазоне цветов. Тем не менее, белый нейлон может быть легко покрашен с помощью тканевого красителя – в конце концов, нейлон обычно используется в одежде.
Процесс окрашивания ваших напечатанных из нейлона объектов очень прост. Вам просто понадобится несколько основных материалов:
- краска Rit для ткани нужного вам цвета;
- стеклянный контейнер, достаточно большой, чтобы погрузить в него напечатанную на 3D принтере деталь;
- микроволновка;
- термометр;
- пинцет или плоскогубцы или другой инструмент для помещения вашей детали в краситель без окрашивания пальцев.
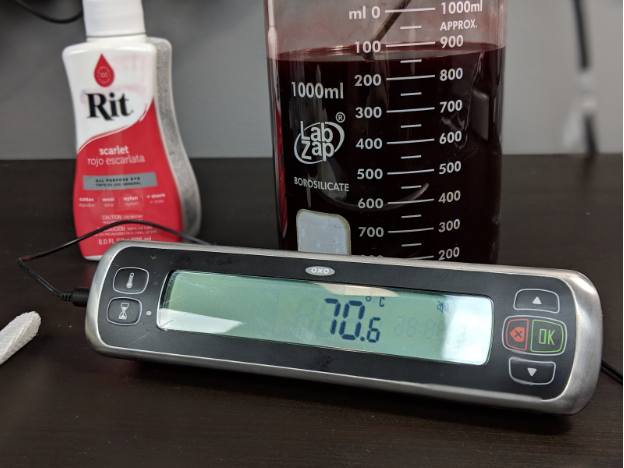
Краситель для ткани лучше всего проникнет в нейлоновую деталь, если его смешать с водой при температуре от 60°C до 80°C. Используя, микроволновую печь и термометр, нагрейте воду до 80°C. Затем смешайте краситель Rit с водой в соотношении вода/краситель, равным 5:1.
Поместите свою деталь в горячий раствор красителя. Чем дольше деталь остается в красителе, тем темнее становится ее цвет. Поэтому лучше всего погружать деталь в краситель на промежутки по 30 секунд, проверяя цвет между погружениями.
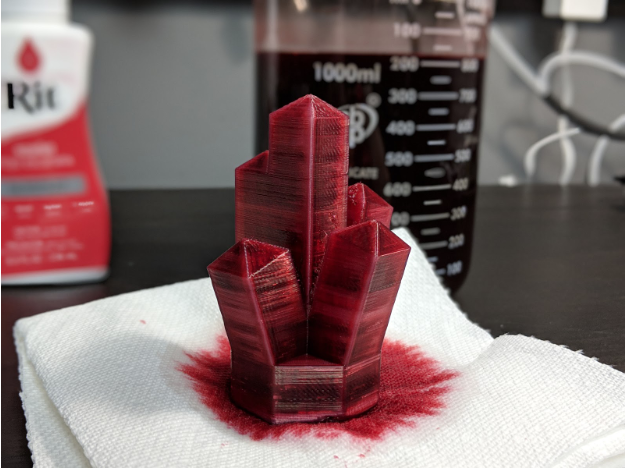
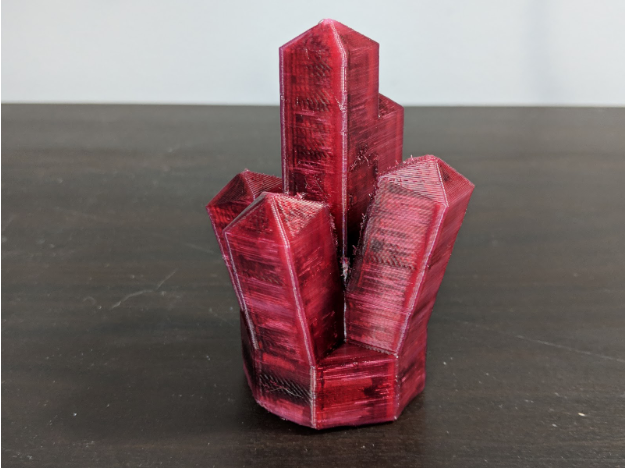
Когда деталь приобретет нужный цвет, промойте ее под струей воды, чтобы удалить излишки красителя. Затем дайте детали полностью высохнуть.
Вы когда-нибудь печатали нейлоновым филаментом? Какие советы и хитрости мы пропустили? Делитесь опытом в комментариях!